Run-Out and Repeat Accuracy
夹持精度&重复精度
夹持精度和重复精度之重要性几乎可说是仅次于柄部精度或是动平衡。
刀柄夹持精度是指刀柄夹持刀具后之偏摆。量测方式为夹持测试棒后在其柄径之数倍长度之处旋转 360 度且量测其偏摆。 如图,刀柄夹持测试棒并固定在量具上所示,以 A 点为基准点,旋转360度,量测B点或C点处之偏摆。刀柄鼻端(B点)与C点之距离以刀具柄径之几倍长表示,(假设刀具柄径∅d为6mm,4倍长/4d处为24mm)。刀柄的重复精度是指刀柄在重复拆装或夹持之状况下,每次测量之夹持精度变化量。C点之距离越长,夹持精度及重复精度越难保持。
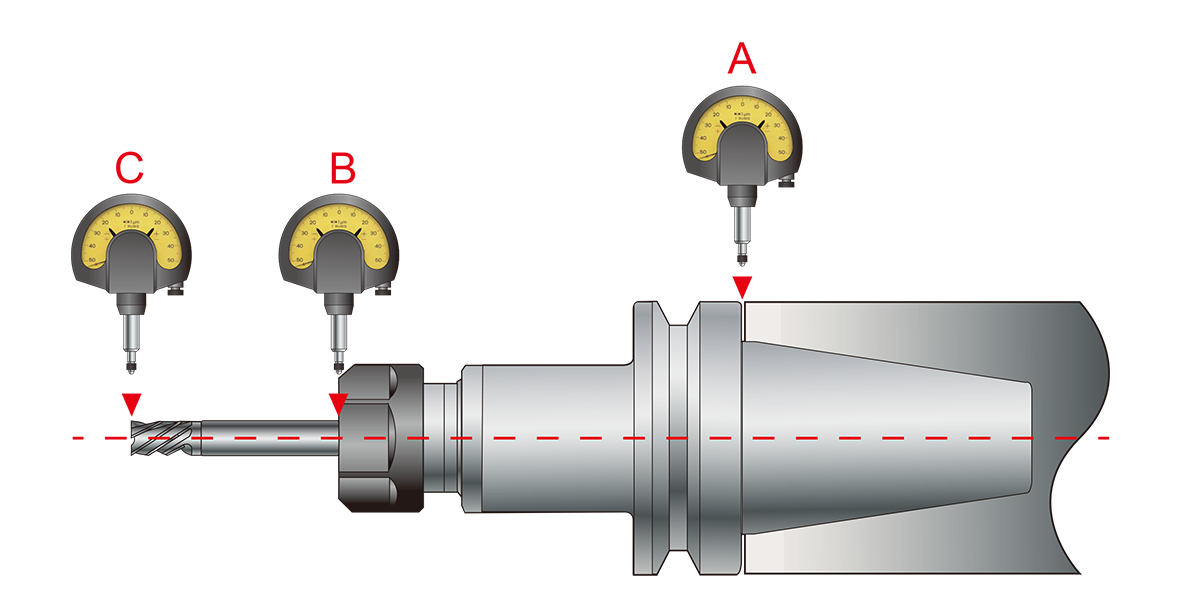
一般来说依厂家之制造品质从2.5倍至4倍长为主。 使用者在选购刀柄时应注意制造商所标示之精度是夹持精度或重复精度和其测量处是单在刀柄内孔(B端)或是2.5d, 3d或4d.。
夹持精度及重复精度的重要性
确保工件表面粗度及加工精度
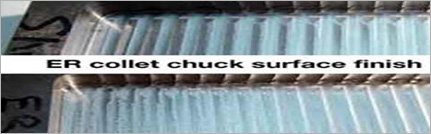
夹持精度越高代表刀具在尾端摆动量越小,也因此使用者可轻易达到工件所要求之精度或面粗度 。如下图所示 (ER筒夹 VS 油压夹持) ,刀柄夹持精度越高所加工之工件面粗度明显优于夹持精度低之刀柄。此外,夹持精度差亦会造成扩孔、表面精度差、真圆度不良 … 等问题。
加工时间之节省
如上述,因夹持精度低之因素所造成之检验之次数及因精度 / 面粗度不合格之重工时间也可大幅缩减。另外, 高重复精度刀柄之采用也可大幅降低机台操作员因校正刀具所花费的宝贵时间 。
在售价及利润直线下降或是产能负荷过大的环境中,以一分钟机台加工人员成本 10 元的假设下,一天在重工或校刀所浪费之成本至少 500 元。夹持精度及重复精度高之刀柄所能带来之效益远大于刀柄本身价格。
保护及延长刀具寿命
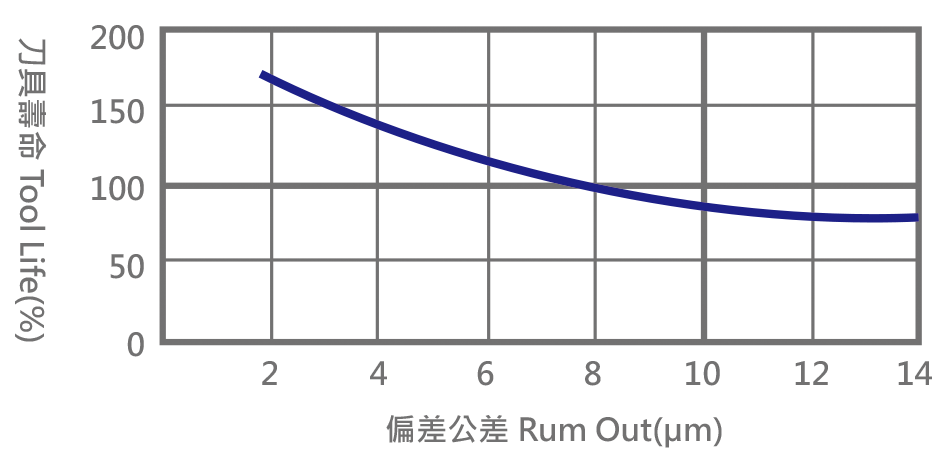
刀具之每刃刀刃在加工时皆能因夹持精度高也就是刀句尾端偏摆小而平均受力且磨耗,不因偏摆关系使单一刀刃不平均受力而产生不正常且过度磨耗导致刀具寿命提早缩短。如以下刀柄精度与刀具寿命比较表所示,以夹持精度 0.01mm 为基准,当精度提高至 0.003mm 时刀具寿命可延长 50%以上。
普慧建议除选购一支夹持力足够的刀柄外,在刀具的选购上应选择柄部公差俱 h6 以上之刀具以确保整体夹持力之实现与保持。